Ji ber ku hilberîn ber bi veguherîna asta bilind ve diçe, di warê enerjiya paqij û pîşesaziya nîvconductor û fotovoltaîk de pêşketineke bilez heye, bi karîgeriya bilind û kapasîteya hilberandina rastbûna bilind a amûrên elmasê re daxwaza zêde dibe, lê toza elmasê ya sûnî wekî madeya xav a herî girîng, hêza ragirtina matrîksê ya wîlayeta elmasê ne hêsan e û temenê amûra karbîdê ya zû dirêj nîne. Ji bo çareserkirina van pirsgirêkan, pîşesazî bi gelemperî rûyê toza elmasê bi materyalên metalî pêç dike, da ku taybetmendiyên rûyê wê baştir bike, domdariyê zêde bike, da ku kalîteya giştî ya amûrê baştir bike.
Rêbaza pêçandina rûyê toza elmasê gelek zêdetir e, di nav de pêçandina kîmyewî, pêçandina elektrodê, pêçandina bi magnetronê, pêçandina buharbûna valahiyê, reaksiyona teqîna germ, û hwd., di nav de pêçandina kîmyewî û pêçandina bi pêvajoya gihîştî, pêçandina yekreng, dikare bi rastî pêkhateya pêçandinê û stûriyê kontrol bike, avantajên pêçandina xwerû, û bûye du teknolojiyên herî gelemperî yên pîşesaziyê.
1. pêçandina kîmyewî
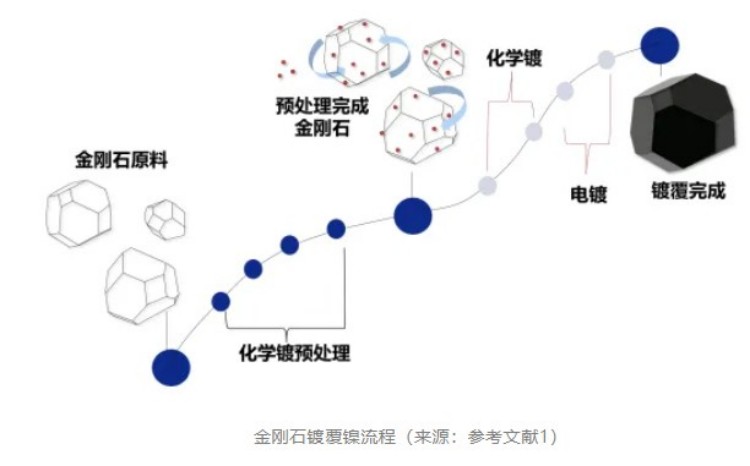
Pêçandina kîmyewî ya toza elmasê ew e ku toza elmasê ya dermankirî têxin nav çareseriya pêçandina kîmyewî û bi riya çalakiya kêmkerê di çareseriya pêçandina kîmyewî de iyonên metal di çareseriya pêçandinê de werin danîn, û pêçandinek metalî ya qalind çêbibe. Niha, pêçandina kîmyewî ya elmasê ya herî berbelav tê bikar anîn hevbendiya dualî ya pêçandina nîkelê kîmyewî-fosfor (Ni-P) ye ku bi gelemperî wekî pêçandina nîkelê kîmyewî tê zanîn.
01 Pêkhatina çareseriya kîmyayî ya nîkelkirina nîkelê
Pêkhateya çareseriya pêçandina kîmyewî bandorek diyarker li ser pêşveçûna nerm, aramî û kalîteya pêçandina reaksiyona wê ya kîmyewî dike. Bi gelemperî ew xwêya sereke, kêmker, komplekser, tampon, stabilizer, lezker, surfaktant û pêkhateyên din dihewîne. Rêjeya her pêkhateyekê divê bi baldarî were sererast kirin da ku bandora pêçandinê ya çêtirîn were bidestxistin.
1, xwêya sereke: bi gelemperî nîkel sulfate, nîkel klorîd, nîkel amîno sulfonic asîd, nîkel karbonat, û hwd., rola wê ya sereke ew e ku çavkaniya nîkel peyda bike.
2. Maddeya kêmkirinê: ew bi giranî hîdrojena atomî peyda dike, Ni2+ di çareseriya plakkirinê de vediguherîne Ni û li ser rûyê perçeyên elmasê dihêle, ku ev pêkhateya herî girîng a çareseriya plakkirinê ye. Di pîşesaziyê de, fosfata duyemîn a sodyûmê bi şiyana kêmkirinê ya xurt, lêçûna kêm û aramiya plakkirinê ya baş bi giranî wekî maddeya kêmkirinê tê bikar anîn. Pergala kêmkirinê dikare plakkirina kîmyewî di germahiya nizm û germahiya bilind de pêk bîne.
3, madeyên tevlihev: çareseriya pêçandinê dikare barînê zêde bike, aramiya çareseriya pêçandinê zêde bike, temenê karûbarê çareseriya pêçandinê dirêj bike, leza danîna nîkelê baştir bike, kalîteya qata pêçandinê baştir bike, bi gelemperî asîda sûksînîn, asîda sîtrîk, asîda laktîk û asîdên organîk ên din û xwêyên wan bikar bîne.
4. Pêkhateyên din: stabilizer dikare rê li ber hilweşîna çareseriya pêçandinê bigire, lê ji ber ku ew ê bandorê li çêbûna reaksiyona pêçandina kîmyewî bike, pêdivî bi karanîna nerm heye; tampon dikare di dema reaksiyona pêçandina nîkel a kîmyewî de H+ hilberîne da ku aramiya domdar a pH-ê misoger bike; surfaktant dikare porozîteya pêçandinê kêm bike.
02 Pêvajoya nîkelkirina kîmyewî
Sîstema sodyûm hîpofosfatê ya bi kîmyewî pêdiviya matrîksê bi çalakiyek katalîtîk a diyarkirî heye, û rûyê elmasê bi xwe navendeke çalakiya katalîtîk tune ye, ji ber vê yekê divê berî plakaya kîmyewî ya toza elmasê pêş-dermankirin were kirin. Rêbaza pêş-dermankirina kevneşopî ya plakaya kîmyewî rakirina rûn, qalindkirin, hesasiyetkirin û aktîvkirin e.
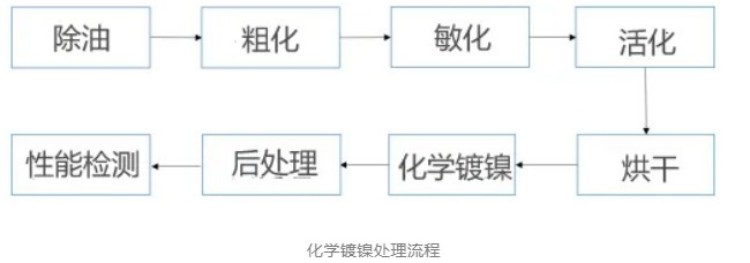
(1) Rakirina rûn, qalindkirin: Rakirina rûn bi giranî ji bo rakirina rûn, lekeyan û gemarên din ên organîk ên li ser rûyê toza elmasê ye, da ku pê ewle bibe ku pêçandina paşê baş be û performansa baş çêbibe. Qalindkirin dikare li ser rûyê elmasê hin çalên piçûk û şikestinan çêbike, qalindahiya rûyê elmasê zêde bike, ku ne tenê ji bo adsorpsiyona iyonên metal li vê derê guncan e, pêçandina kîmyewî û elektroplatkirinê ya paşê hêsan dike, lê di heman demê de li ser rûyê elmasê gavan çêdike, şert û mercên guncan ji bo mezinbûna pêçandina kîmyewî an jî elektroplatkirinê peyda dike.
Bi gelemperî, gava rakirina rûnê bi gelemperî çareseriya NaOH û çareseriya din a alkalîn wekî çareseriya rakirina rûnê digire, û ji bo gava qalindbûnê, çareseriya asîda nîtrîk û çareseriya din a asîdê wekî çareseriya kîmyewî ya xav tê bikar anîn da ku rûyê elmasê bikole. Wekî din, divê ev her du girêdan bi makîneya paqijkirina ultrasonîk re werin bikar anîn, ku ev yek ji bo baştirkirina karîgeriya rakirin û qalindbûna rûnê toza elmasê dibe alîkar, di pêvajoya rakirin û qalindbûna rûnê de demê xilas dike, û bandora rakirina rûnê û axaftina qalind misoger dike.
(2) Hesasiyetkirin û aktîvkirin: pêvajoya hesasiyetkirin û aktîvkirinê di tevahiya pêvajoya platinga kîmyewî de gava herî krîtîk e, ku rasterast bi pêkanîna platinga kîmyewî ve girêdayî ye. Hesasiyetkirin ew e ku madeyên bi hêsanî oksîde dibin li ser rûyê toza elmasê ku şiyana otokatalîtîk tune ye, werin adsorbkirin. Aktîvkirin ew e ku oksîdasyona asîda hîpofosforîk û îyonên metal ên katalîtîk çalak (wek paladyûma metal) li ser kêmkirina perçeyên nîkelê were adsorbkirin, da ku rêjeya danîna pêçanê li ser rûyê toza elmasê bileztir bibe.
Bi gelemperî, dema dermankirina hesasiyetkirin û aktîvkirinê pir kurt e, çêbûna xala paladyûmê ya rûyê elmasê kêmtir e, adsorpsiyona pêçanê têrê nake, qata pêçanê bi hêsanî dikeve an jî çêkirina pêçek tevahî dijwar e, û dema dermankirinê pir dirêj e, dê bibe sedema windabûna xala paladyûmê, ji ber vê yekê, dema herî baş ji bo hesasiyetkirin û dermankirina aktîvkirinê 20~30 hûrdem e.
(3) Pêlkirina nîkelê kîmyewî: Pêvajoya pêlkirina nîkelê kîmyewî ne tenê ji hêla pêkhateya çareseriya pêçandinê ve bandor dibe, lê di heman demê de ji hêla germahiya çareseriya pêçandinê û nirxa pH-ê ve jî bandor dibe. Pêlkirina nîkelê kîmyewî ya germahiya bilind a kevneşopî, germahiya giştî dê di navbera 80~85℃ de be, ji 85℃-ê zêdetir bi hêsanî dibe sedema hilweşîna çareseriya pêçandinê, û di germahiyên ji 85℃-ê kêmtir de, leza reaksiyonê zûtir dibe. Li ser nirxa pH-ê, her ku pH zêde dibe, rêjeya danîna pêçandinê dê bilind bibe, lê pH dê bibe sedema çêbûna xwêya nîkelê û rêjeya reaksiyona kîmyewî asteng bike, ji ber vê yekê di pêvajoya pêlkirina nîkelê kîmyewî de bi çêtirkirina pêkhate û rêjeya çareseriya pêlkirina kîmyewî, şert û mercên pêvajoya pêlkirina kîmyewî, rêjeya danîna pêçandina kîmyewî, dendika pêçandinê, berxwedana korozyonê ya pêçandinê, rêbaza dendika pêçandinê, û toza elmasê ya pêçandinê kontrol bikin da ku daxwaza pêşkeftina pîşesaziyê bicîh bînin.
Wekî din, dibe ku yek pêçandin stûriya pêçandina îdeal bi dest nexe, û dibe ku bilbil, qulên pin û kêmasiyên din hebin, ji ber vê yekê pêçandina pirjimar dikare were girtin da ku kalîteya pêçandinê baştir bike û belavbûna toza elmasê ya pêçayî zêde bike.
2. nîkelkirina elektro
Ji ber hebûna fosforê di tebeqeya pêçandinê de piştî pêçandina nîkelê kîmyewî ya elmasê, ew dibe sedema guhêzbariya elektrîkê ya xirab, ku bandorê li pêvajoya barkirina qûmê ya amûra elmasê dike (pêvajoya rastkirina perçeyên elmasê li ser rûyê matrîksê), ji ber vê yekê tebeqeya pêçandinê bê fosfor dikare di rêya pêçandina nîkelê de were bikar anîn. Operasyona taybetî ew e ku toza elmasê têxin nav çareseriya pêçandinê ya ku îyonên nîkel tê de hene, perçeyên elmasê bi elektroda neyînî ya hêzê re têkilî daynin nav katodê, bloka metalî ya nîkelê di çareseriya pêçandinê de tê nixumandin û bi elektroda erênî ya hêzê ve tê girêdan da ku bibe anodê, bi rêya çalakiya elektrolîtîk, îyonên nîkelê yên azad di çareseriya pêçandinê de li ser rûyê elmasê dibin atom, û atom dibin nav pêçandinê.

01 Pêkhatina çareseriya pêçandinê
Mîna çareseriya platkirina kîmyewî, çareseriya elektroplatkirinê bi giranî iyonên metal ên pêwîst ji bo pêvajoya elektroplatkirinê peyda dike, û pêvajoya danîna nîkelê kontrol dike da ku pêça metal a pêwîst bi dest bixe. Pêkhateyên wê yên sereke xwêya sereke, madeya çalak a anodê, madeya tamponê, lêzêdeker û hwd.
(1) Xwêya sereke: bi giranî bi karanîna nîkel sulfat, nîkel amîno sulfonat, û hwd. Bi gelemperî, çiqas rêjeya xwêya sereke bilindtir be, belavbûna di çareseriya pêçandinê de zûtir dibe, karîgeriya herikê bilindtir dibe, rêjeya danîna metal jî bilindtir dibe, lê dendikên pêçandinê qalind dibin, û her ku rêjeya xwêya sereke kêm dibe, rêkxistina pêçandinê xirabtir dibe, û kontrolkirina wê dijwar dibe.
(2) Madeya çalak a anodê: ji ber ku anodê pasîvkirina wê hêsan e, rê li ber îhtîmala nebaş a îhtîmalê vedike, ku bandorê li yekrengiya belavbûna herikê dike, ji ber vê yekê pêwîst e ku klorîda nîkelê, klorîda sodyûmê û maddeyên din wekî çalakkerê anodê werin zêdekirin da ku çalakkirina anodê were pêşve xistin, û dendika herikê ya pasîvkirina anodê were baştirkirin.
(3) Maddeya tamponê: mîna çareseriya plaqkirina kîmyewî, maddeya tamponê dikare aramiya nisbî ya çareseriya plaqkirinê û pH-ya katodê biparêze, da ku ew di nav rêza destûr a pêvajoya elektroplatkirinê de biguhere. Maddeya tamponê ya hevpar asîda borîk, asîda asetîk, sodyûm bîkarbonat û hwd.
(4) Lêzêdekirinên din: Li gorî hewcedariyên pêçandinê, ji bo baştirkirina kalîteya pêçandinê mîqdarek rast ji madeyên geş, madeyên astarkirinê, madeyên şilkirinê û madeyên cûrbecûr û lêzêdekirinên din lê zêde bikin.
02 Herikîna nîkelê ya bi elmasê hatiye elektroplatkirin
1. pêşdermankirin berî pêçandinê: elmas pir caran guhêrbar nîne, û pêdivî ye ku bi rêya pêvajoyên din ên pêçandinê bi qatek metal were pêçandin. Rêbaza pêçandina kîmyewî pir caran ji bo pêş-pêçandina qatek metal û stûrkirina wê tê bikar anîn, ji ber vê yekê kalîteya pêçandina kîmyewî dê heya radeyekê bandorê li kalîteya qata pêçandinê bike. Bi gelemperî, naveroka fosforê di pêçandinê de piştî pêçandina kîmyewî bandorek mezin li ser kalîteya pêçandinê dike, û pêçandina fosfora bilind di hawîrdorek asîdî de berxwedana korozyonê ya nisbeten çêtir e, rûyê pêçandinê xwedî stûrbûna tumorê ya bêtir, hişkbûna rûyê mezin û bê taybetmendiya magnetîkî ye; pêçandina fosfora navîn hem berxwedana korozyonê û hem jî berxwedana lixwekirinê heye; pêçandina fosfora kêm xwedan guhêrbariyek nisbeten çêtir e.
Herwiha, her ku mezinahiya perçeyên toza elmasê piçûktir be, rûbera rûyê taybetî jî mezintir dibe. Dema ku tê pêçandin, di çareseriya pêçandinê de bi hêsanî diherike, dê bibe sedema rijandin, pêçandin û fenomena qata şil a pêçandinê. Berî pêçandinê, divê naveroka P û kalîteya pêçandinê were kontrol kirin, û ji bo baştirkirina avjenî û tîrbûna toza elmasê, pêdivî ye ku konduktîvîte û dendika toza elmasê were kontrol kirin.
2, nîkelkirin: Niha, toza elmasê bi gelemperî rêbaza pêçandina bi gêrkirinê bikar tîne, ango mîqdara rast a çareseriya elektroplkirinê tê şûşekirinê, mîqdarek diyarkirî ya toza elmasê ya çêkirî têxin nav çareseriya elektroplkirinê, bi zivirandina şûşeyê toza elmasê ya di şûşekirinê de tê ajotin da ku bizivire. Di heman demê de, elektroda erênî bi bloka nîkelê ve girêdayî ye, û elektroda neyînî jî bi toza elmasê ya çêkirî ve girêdayî ye. Di bin bandora qada elektrîkê de, îyonên nîkelê yên azad ên di çareseriya plakkirinê de li ser rûyê toza elmasê ya çêkirî nîkelê metalî çêdikin. Lêbelê, ev rêbaz xwedî pirsgirêkên karîgeriya pêçandinê ya kêm û pêçandina neyeksan e, ji ber vê yekê rêbaza elektroda zivirandinê derket holê.
Rêbaza elektroda zivirî ew e ku katodê di plakaya toza elmasê de bizivirîne. Bi vî rengî dikare rûbera têkiliyê ya di navbera elektrod û perçeyên elmasê de zêde bike, îhtîmala yekreng a îletkeniyê di navbera perçeyan de zêde bike, diyardeya neyeksan a pêçandinê baştir bike, û karîgeriya hilberîna plakaya nîkel a elmasê baştir bike.
kurtebir
Wekî madeya xav a sereke ya amûrên elmasê, guherandina rûyê mîkropowda elmasê rêbazek girîng e ji bo zêdekirina hêza kontrola matrîksê û dirêjkirina temenê karûbarê amûran. Ji bo baştirkirina rêjeya barkirina qûmê ya amûrên elmasê, bi gelemperî dikare qatek nîkel û fosfor li ser rûyê mîkropowda elmasê were pêçandin da ku xwedan îhtîmalek diyarkirî be, û dûv re qata pêçandinê bi nîkelê were qalind kirin, û îhtîmala zêdekirinê were zêdekirin. Lêbelê, divê were zanîn ku rûyê elmasê bi xwe navendek çalak a katalîtîk tune ye, ji ber vê yekê divê berî pêçandina kîmyewî were pêş-dermankirin.
belgeyên referansê:
Liu Han. Lêkolînek li ser teknolojiya pêçandina rû û kalîteya mîkro-toza elmasê ya çêkirî [D]. Enstîtuya Teknolojiyê ya Zhongyuan.
Yang Biao, Yang Jun, û Yuan Guangsheng. Lêkolîn li ser pêvajoya pêşdermankirina pêçandina rûyê elmasê [J]. Standardkirina fezayê û fezayê.
Li Jinghua. Lêkolîn li ser guhertina rûyê û sepandina mîkro-toza elmasê ya çêkirî ku ji bo birrîna têl tê bikar anîn [D]. Enstîtuya Teknolojiyê ya Zhongyuan.
Fang Lili, Zheng Lian, Wu Yanfei, û yên din. Pêvajoya kîmyayî ya pêçandina nîkelê ya rûyê elmasê sûnî [J]. Kovara IOL.
Ev gotar di tora materyalên superhard de ji nû ve hatiye çapkirin
Dema şandinê: 13ê Adarê, 2025




